技術の課題
【技術の課題事例】プレートに大きな穴あけをすると、穴が歪みやすい。加工時するときのポイント。
平面度0.02㎜程度の幾何公差が入ったプレート加工。よくありますよね?プレートに対して大きな穴あけを行い、加工後は精度が出ていても、なぜかバイスから外すと歪んでしまった。そんな経験ありませんか?
今回はモータープレートという工作機械用部品(S50C)の単品試作品をつくりました。製品の使用用途は工作機械用のモーター取り付けプレートになります。
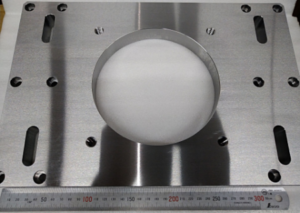
250×370 t25のプレートですが、中心にΦ160のH7公差の穴があります。
穴あけ加工後にひずみが出てしまう。そんな時は「どう掴むのか?」がポイントです。
バイスでつかむとどうしても圧力がかかり、外した時のその応力で歪みがでてしまいます。板厚が厚くなるほど、真円度に対しての歪みが大きくなり、難しくなりますよね。。。
そんなプレートに対して、大きな穴加工をするときは、上からクランプをするのがオススメです!そうすることによって歪みが抑えられて、この製品はH7公差にて加工ができました。穴あけ加工後、プレート両面を平面研磨して、平行度は0.02㎜で仕上げています。
鈴精機は素材から研磨仕上げまで一貫で対応しています。
平面度、平行度、垂直度、直角度などの幾何公差にも対応しています。加工から研磨仕上げが必要な製品でお困りの方はお気軽にご相談ください!
1個から対応☆見積無料☆彡
製品名:モータープレート
素材:S50C
ロット:1個
サイズ:250×370 t25
精度:0.1~0.01
加工日数:1日
用途:工作機械用部品